¶ Как правильно заменять филамент или что такое “Атомная чистка”
Нагрейте хотенд до рабочей температуры и вставьте пруток до продавливания пластика через сопло. Затем установите температуру 85-90C (для PLA) или 160C (для ABS). Пока печатающая головка остывает, продолжайте немного продавливать пруток рукой. Это нужно делать потому, что когда сопло очень горячее, пластик будет вытекать и оставлять пустоту в наконечнике сопла. Прикладывайте небольшое усилие, убедитесь, что сопло полностью заполнено. Продолжайте продавливать пластик, пока сопло не остынет достаточно, чтобы пластик больше не капал (обычно около 140C или около того, у всех немного по-разному). Подождите, пока сопло достигнет установленной температуры, а затем быстро выдерните пруток. Если у вас получился очень удлиненный кусок пластика, температура хотенда все ещё слишком высока, а если он застрял, температура слишком мала.
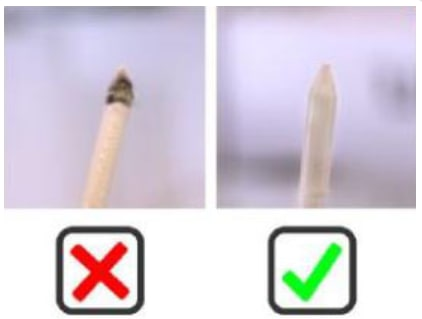
Проверьте цвет и форму кончика прутка. Вам нужно получить на конце «заглушку», имеющую форму внутренней части сопла, и она должна быть чистой.
Повторяйте операцию, пока пруток не выйдет без загрязнений и не приобретёт правильную форму.
"Холодное вытягивание" - это простой процесс, который должен стать вашей первой линией защиты, если вы начали испытывать недостаточную экструзию или плохое качество печати в целом. Это может быть вызвано попаданием мусора или подгоранием пластика в сопле, что может произойти, если сопло некоторое время находилось в горячем состоянии без экструдирования. Метод назван "Атомной чисткой" в честь пользователя MostlyAtomicBob, который первым представил метод на форумах Ultimaker