Все, что изложено ниже не является истиной в первой инстанции. Это всего лишь результат опыта.
Есть приверженцы, кто говорит, что не надо управлять шагами, нужно управлять потоком.
Другие говорят, управляйте шагами и забудьте про поток.
Давайте сначала определимся с терминами.
Подача (шаги) это заданный интервал с которым принтер подает пластик.
Если у вас пластик имеет стабильное сечение, то ковыряться с потоком можно по собственному желанию.
Поток - это модификатор шагов, который по факту снижает или повышает шаги с учетом плавающего диаметра прутка и ряда других параметров.
Есть ряд статей, которые рассказывают, как выставлять шаги и как работать с потоком. Где-то путают эти понятия, а где-то смешивают методику, но по сути приходят к одному и тому же результату.
Например вот тут https://3dtoday.ru/blogs/mcpaul/osobo-tochnaya-kalibrovka-ekstrudera/ описывают фактически ручное управление потоком выдавая за калибровку шагов.
На самом деле калибровка шагов достаточно хорошо описана здесь https://3dtoday.ru/blogs/lis92/kalibrovka-shagov-ekstrudera-marlin-ili-esli-u-vas-problemy-s-podachey-plastika
Лично я иду третьим путем, который меня устраивает в полном объеме.
- на входе перед датчиком филамента отмеряю кусок 15см
- на пластике креплю зажим
- грею сопло до рабочей температуры
- даю команду с экрана выдавить 10см на медленной скорости
- смотрю сколько пластика продавилось по факту
- рассчитываю по формуле ШаговНаМиллиметр*НужноВыдавить/Выдавило = ПравильноеЧислоШагов
- для боудена уменьшаем это число на 1%, для краба на 0,5%
- Записываем в EEPROM и радуемся
Что учитывает данный метод:
- растяжение трубки и изгиб пластика внутри трубки
- люфт трубки в фитингах на входе и выходе
- проходимость горла и сопла
- проскальзывание прутка
- передавливание прутка
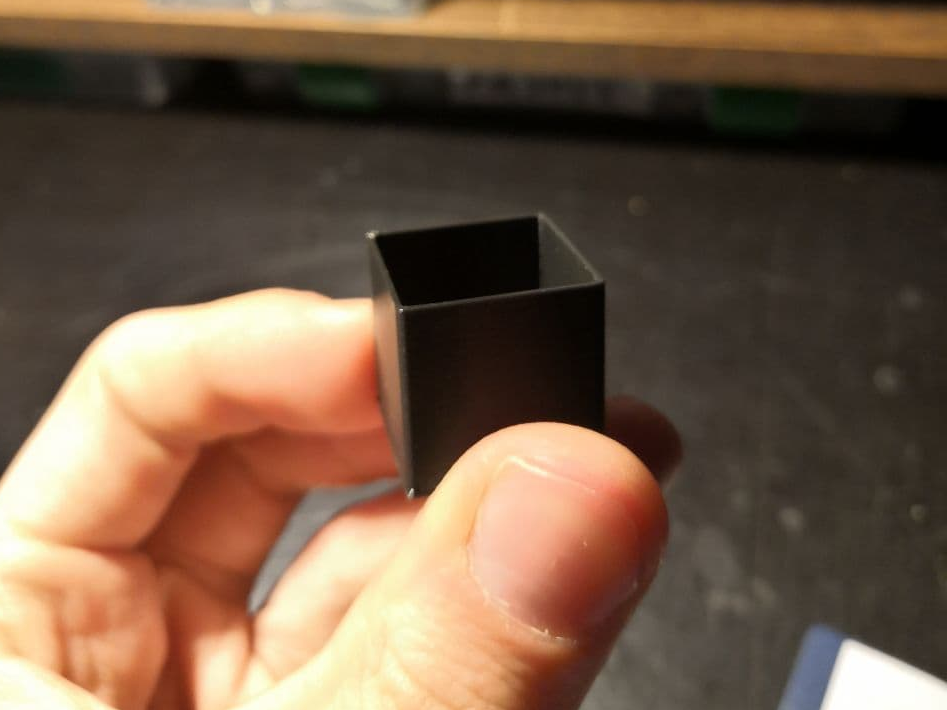
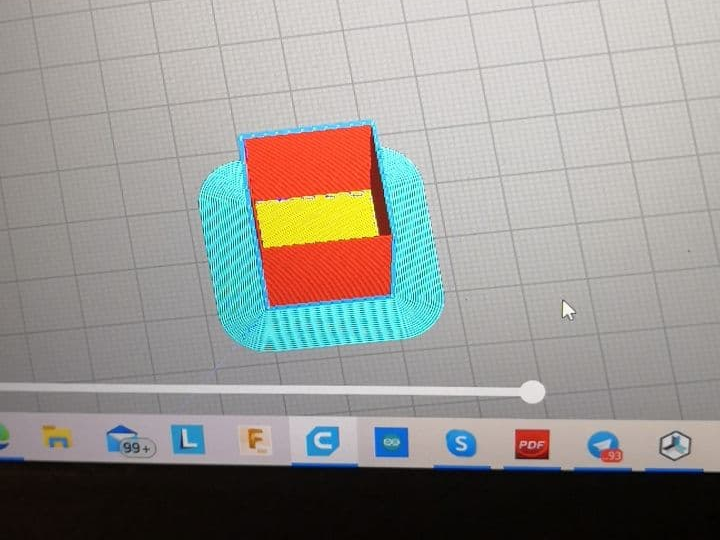
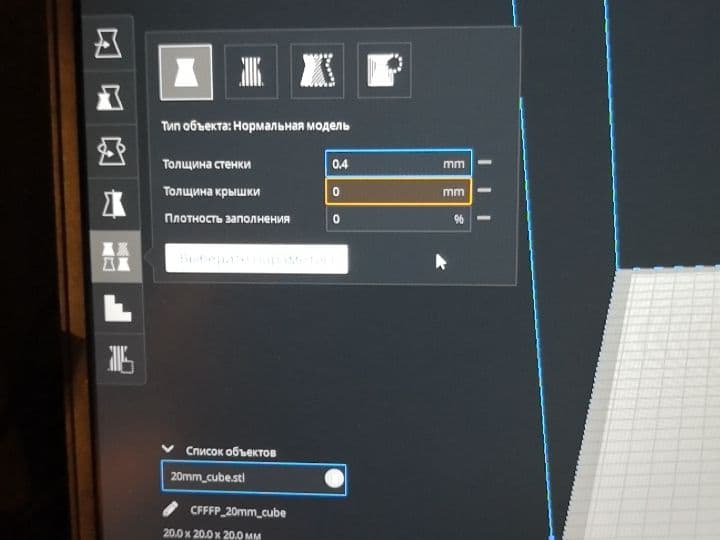
Для контроля можно напечатать кубик без крышки с потоком 100% и измерить стенки.
Затем измерить полученный результат. Если у вас LA не включен, то измерять надо стенку в центре отрезка.
Имерение фактической ширины/длины кубика с выключенным LA ничего не даст.
Но данный тест имеет смысл только при правильном выставленном столе, точно подобранной температуре печати, так как он отражает превышение или недостаток потока именно на текущих параметрах печати (температура, скорость, значение потока, пластик).
Стоит изменить параметры печати и результат будет уже другим.