Основная причина плохой адгезии пластика к столу - это неверно откалиброванный стол. Печатаемая нить первого слоя должна в
половину вдавливаться в стол и создавать монолитное покрытие с едва заметными бороздками между линиями.
Ошибки калибровки стола зачастую являются причинами многих проблем печати:
- отлипание моделей при печати
- отлипание углов
- "слоновья" нога
- неравномерно укладываемые слои

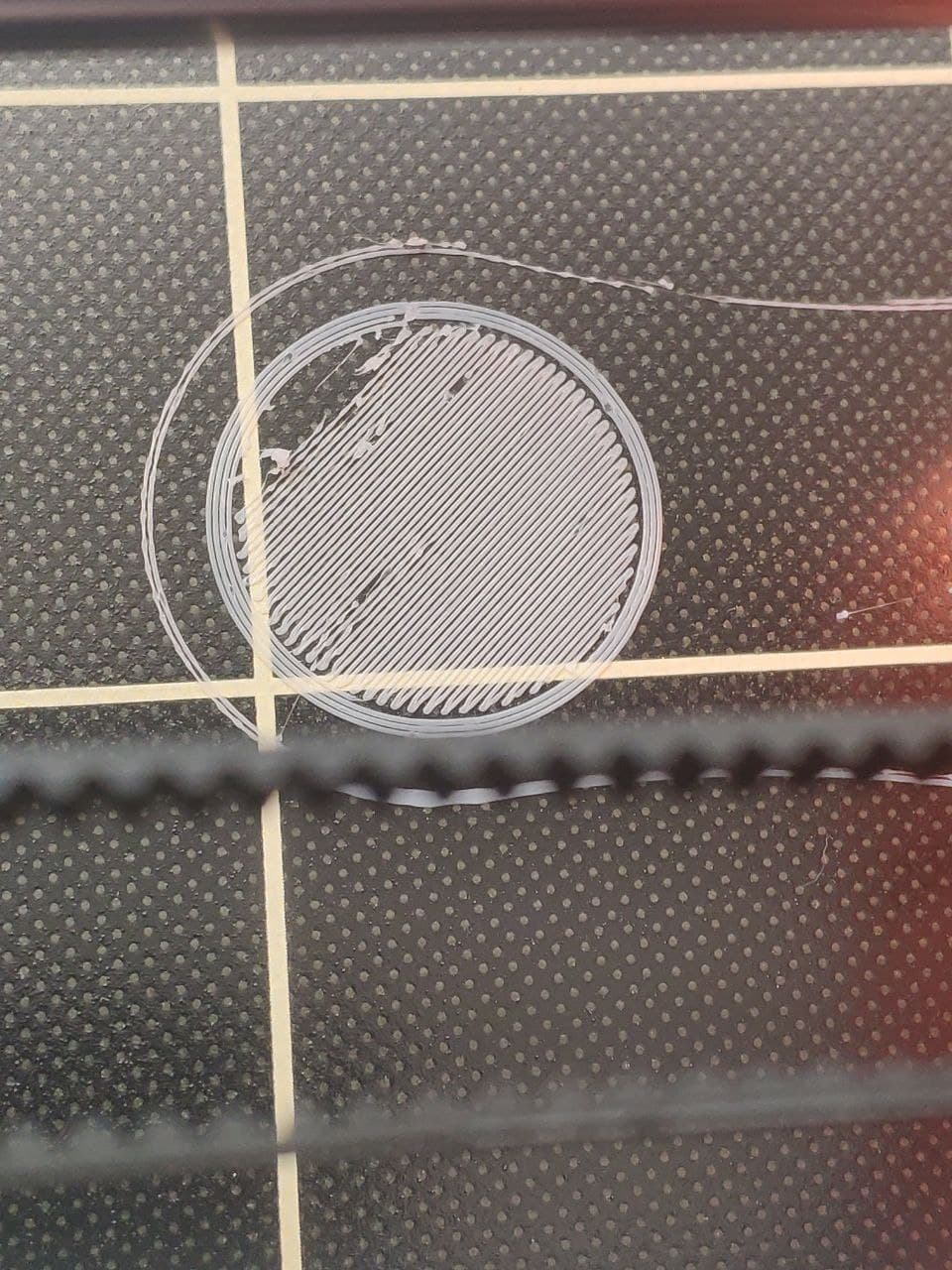
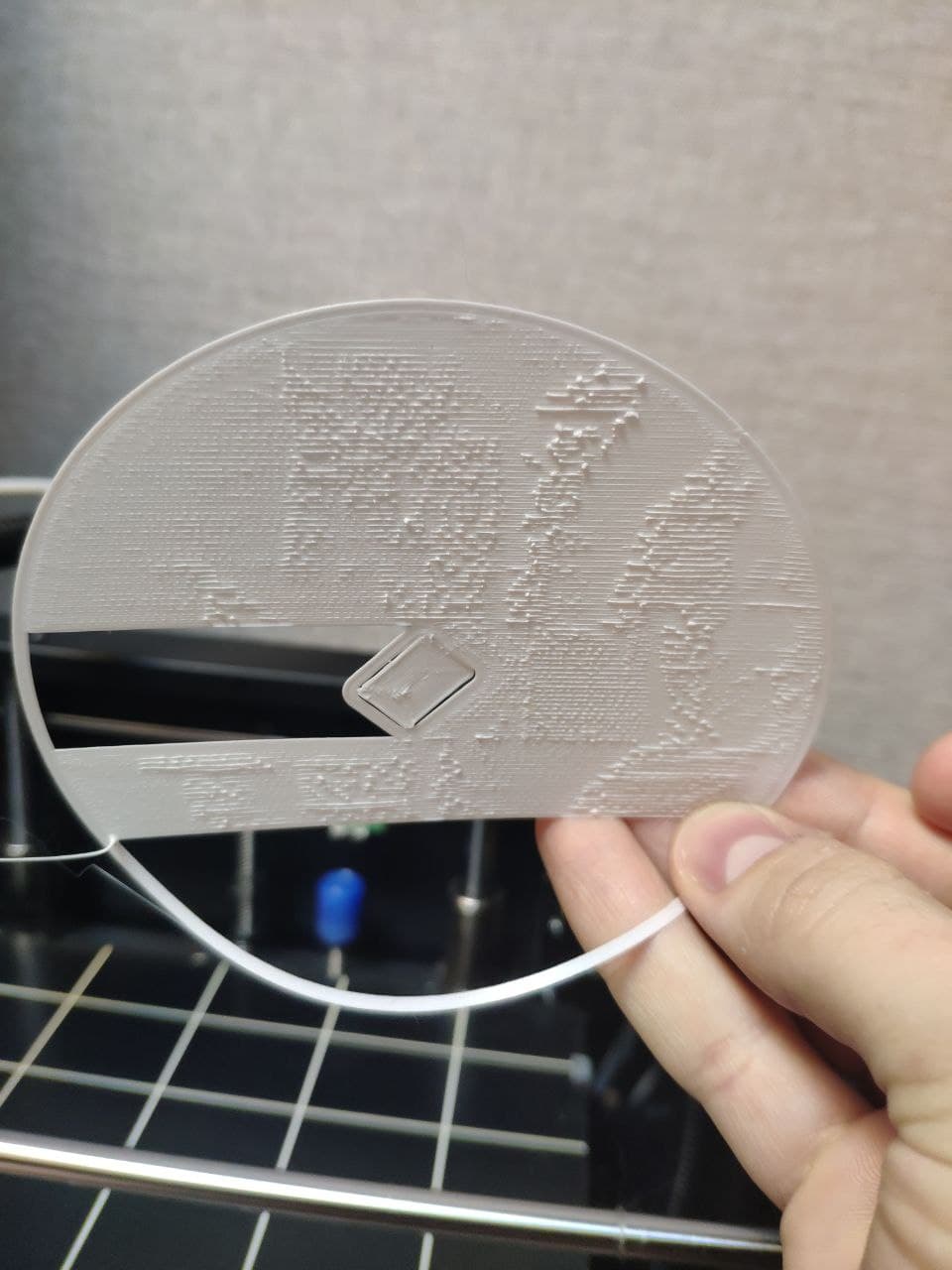
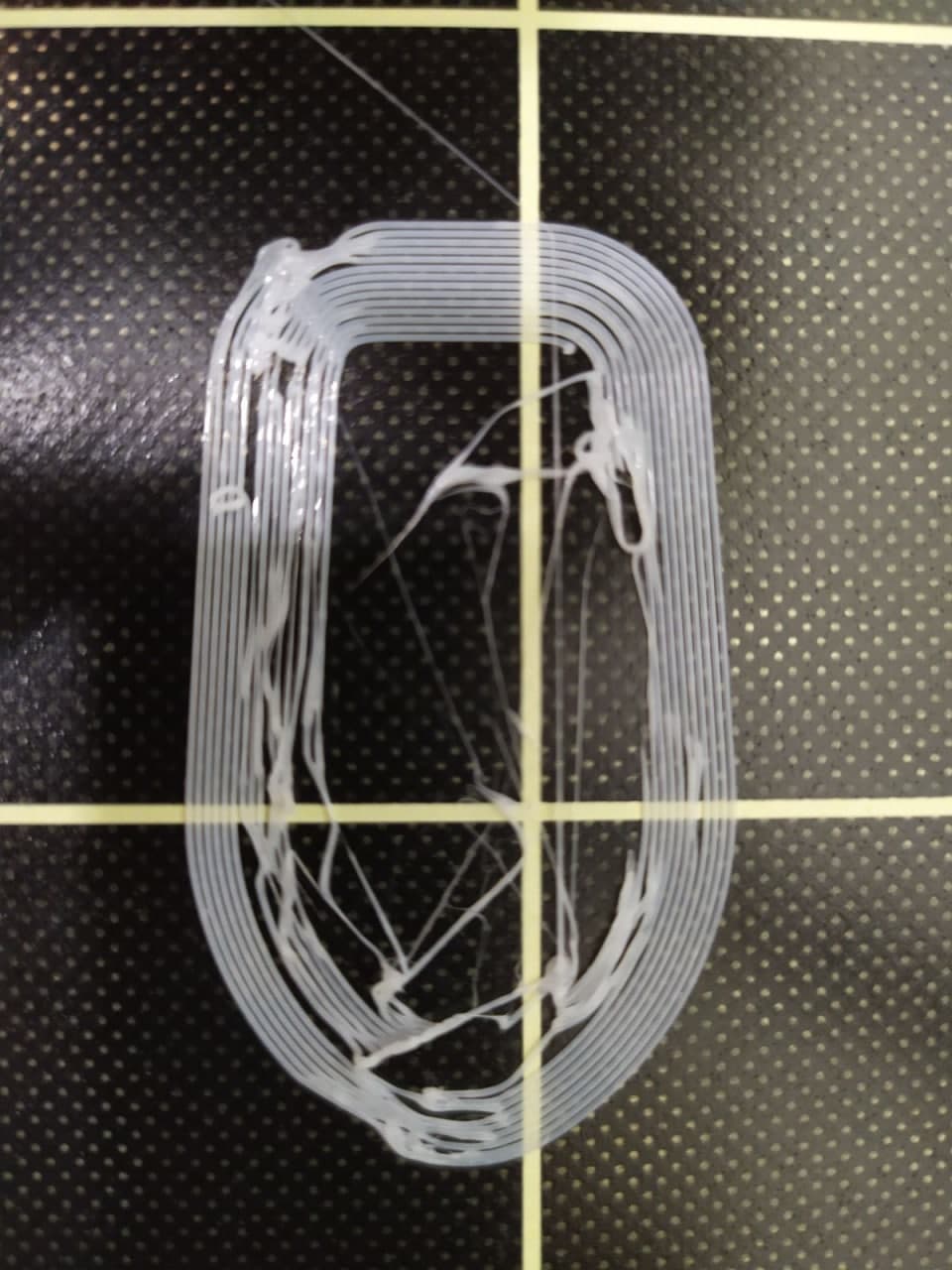
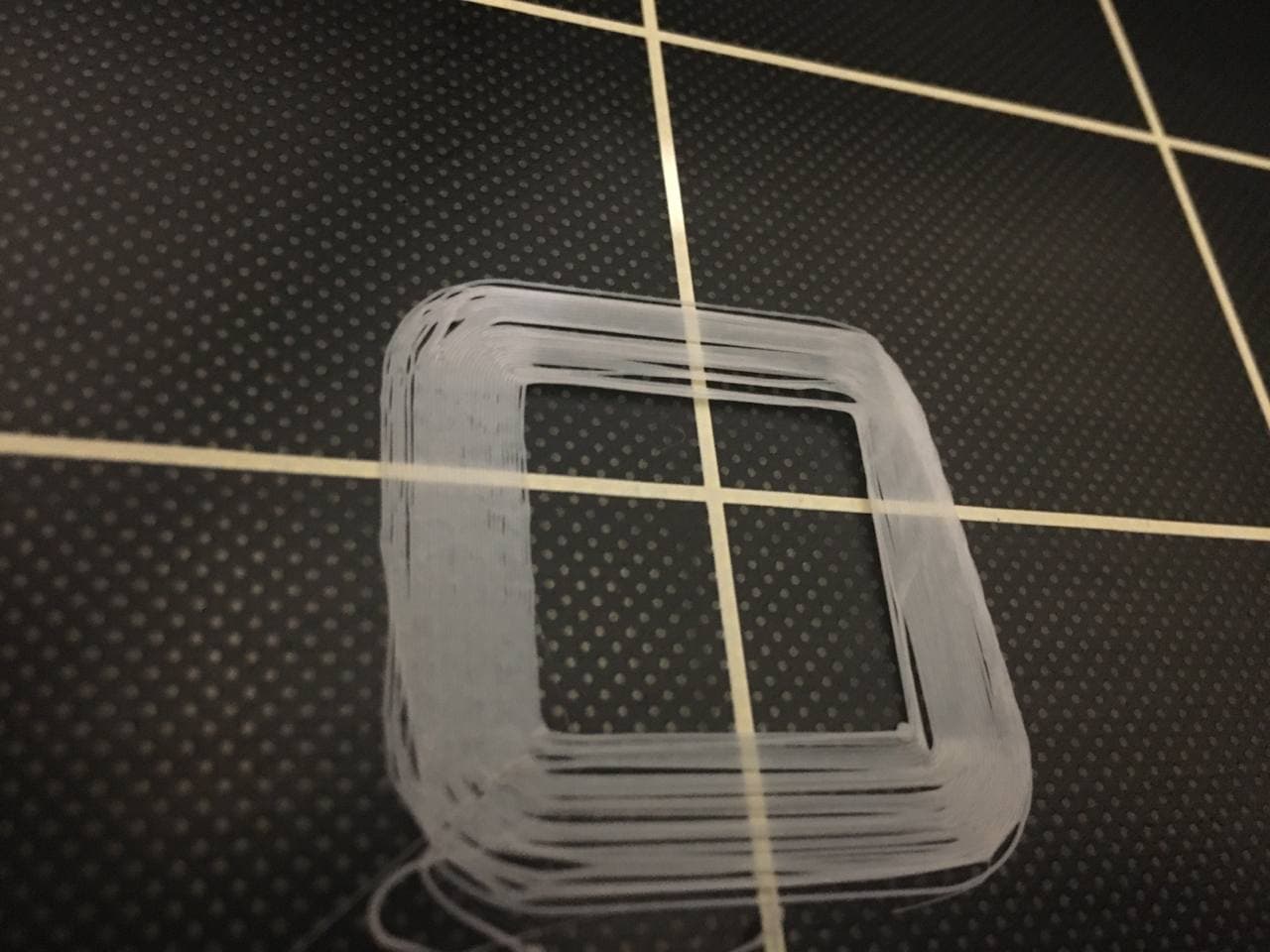
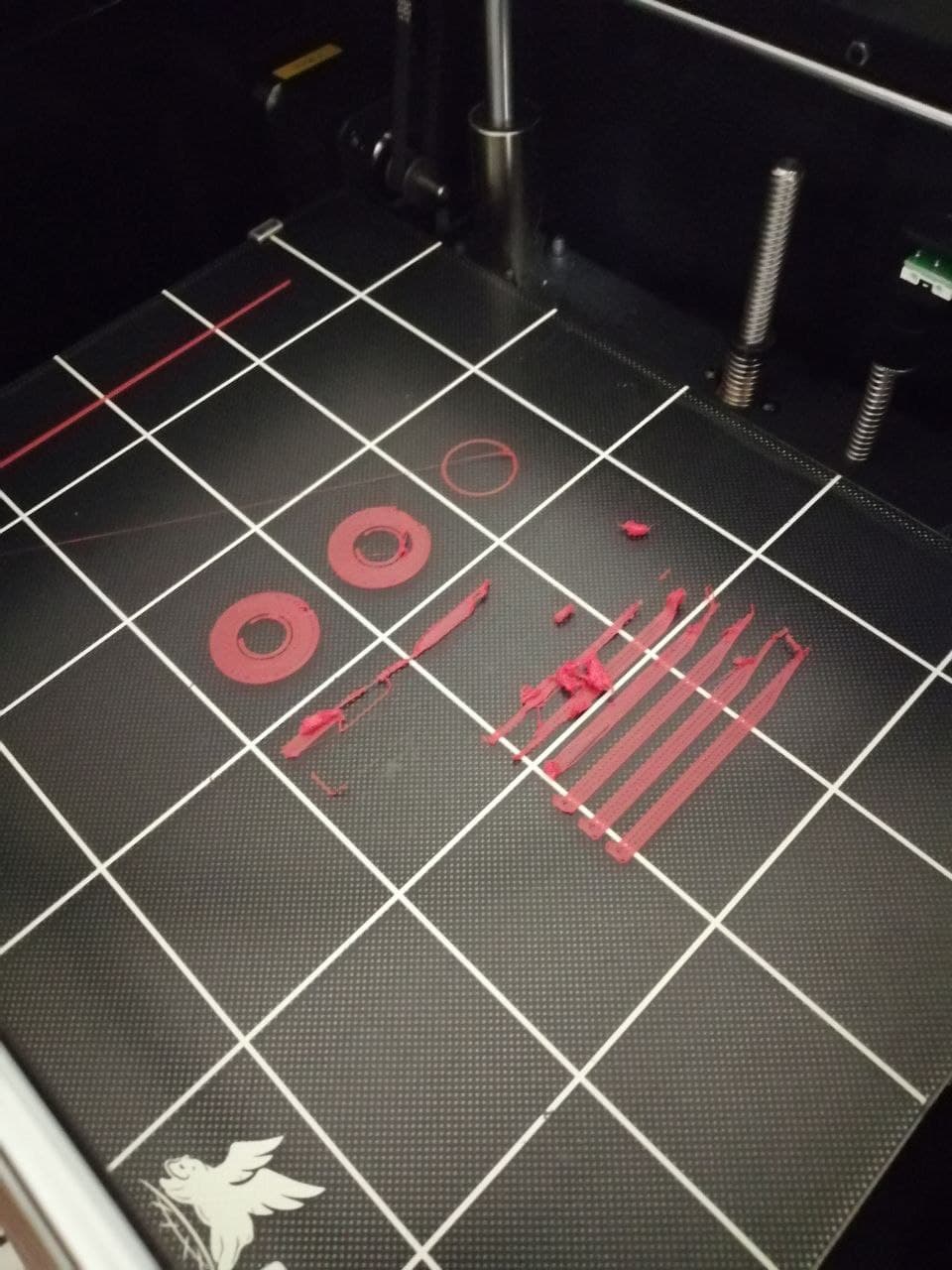
- Стол слишком далеко, большие щели между линиями. Пластик может отлипать от стола.
- Стол далеко, видны щели между линиями.
- Все еще далеко, все еще видны щели между линиями.
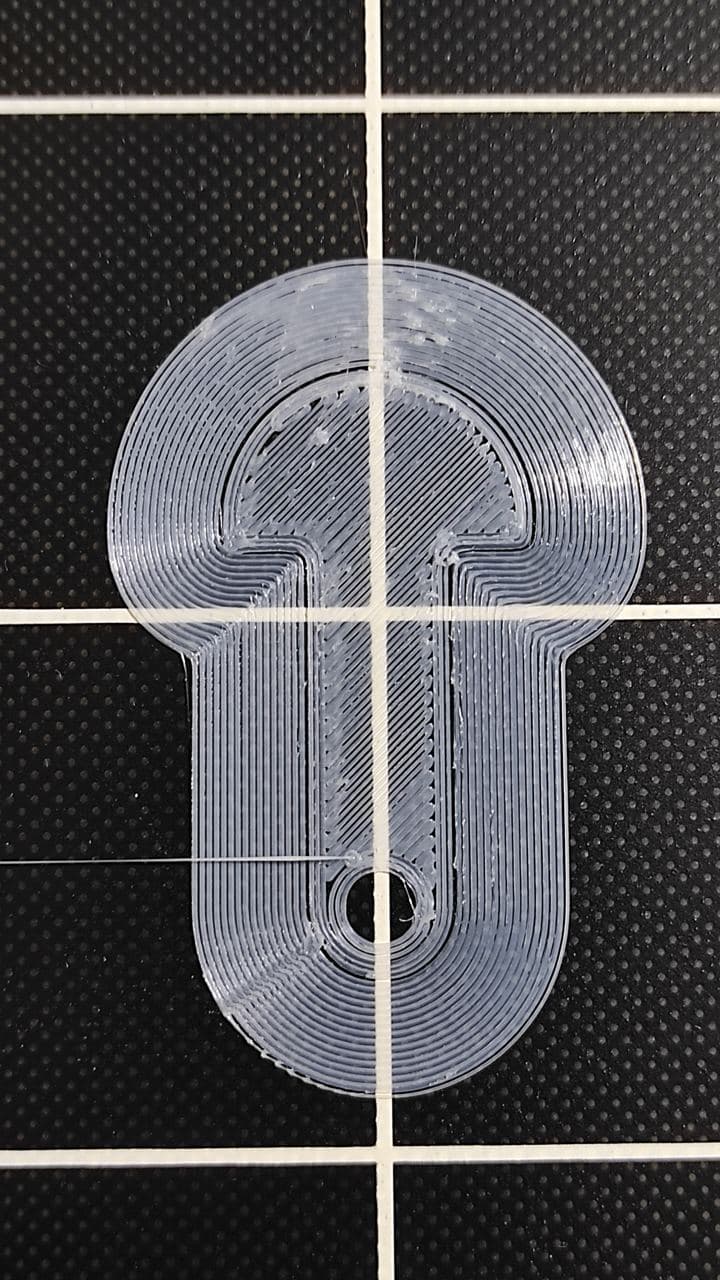
- Это удачная калибровка, нет или бугров между линиями.
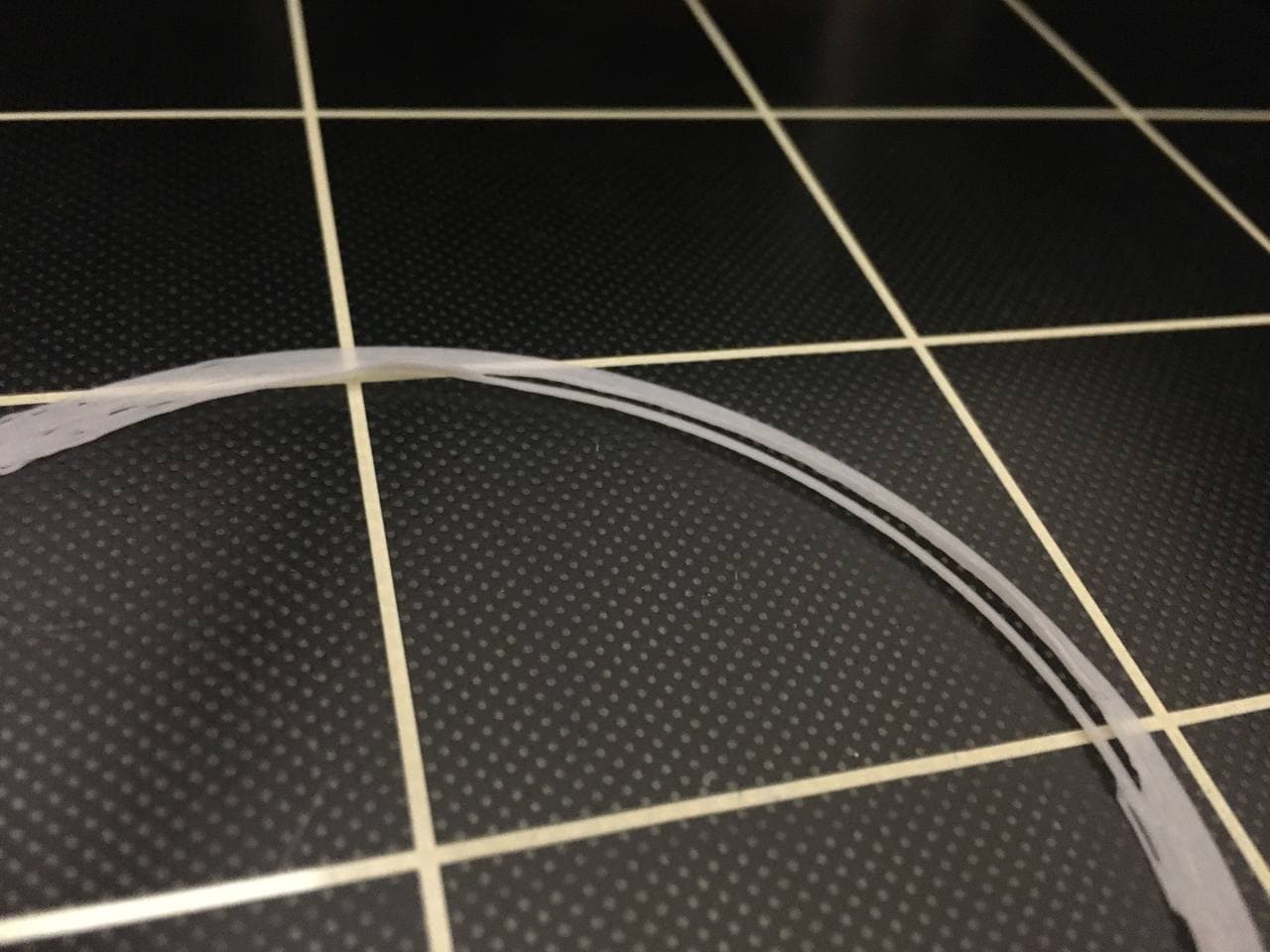
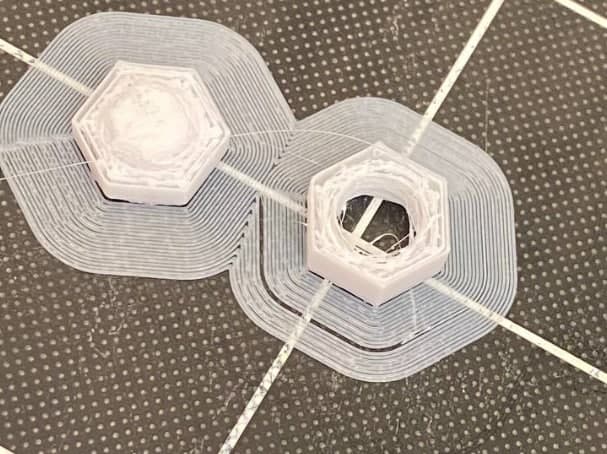
- Стол чересчур близко, видны бугры между линиями.
- Стол слишком близко, слой тонкий, линии слишком широкие и наплывают друг на друга.
- Еще чуть-чуть и сопло начнет царапать стол, слой очень тонкий и пластику некуда выходить из сопла.
Примеры неверной калибровки стола:
|
|
 |
 |
 |
 |
 |
 |
 |
Методы калибровки стола:
Базовая калибровка стола: Этот метод самый простой и самый популярный, но при этом он позволяет без особых ухищрений получить качественный первый слой. Для базовой калибровки стола вам понадобится обычный лист офисной бумаги. Также необходимо нагреть стол и сопло до рабочих температур. Например, вы чаще всего печатаете PETG и ABS пластиками, в таком случае стол можно нагреть до средней для этих пластиков температуры, это примерно 90 градусов C для стола и 230 градусов C для сопла.
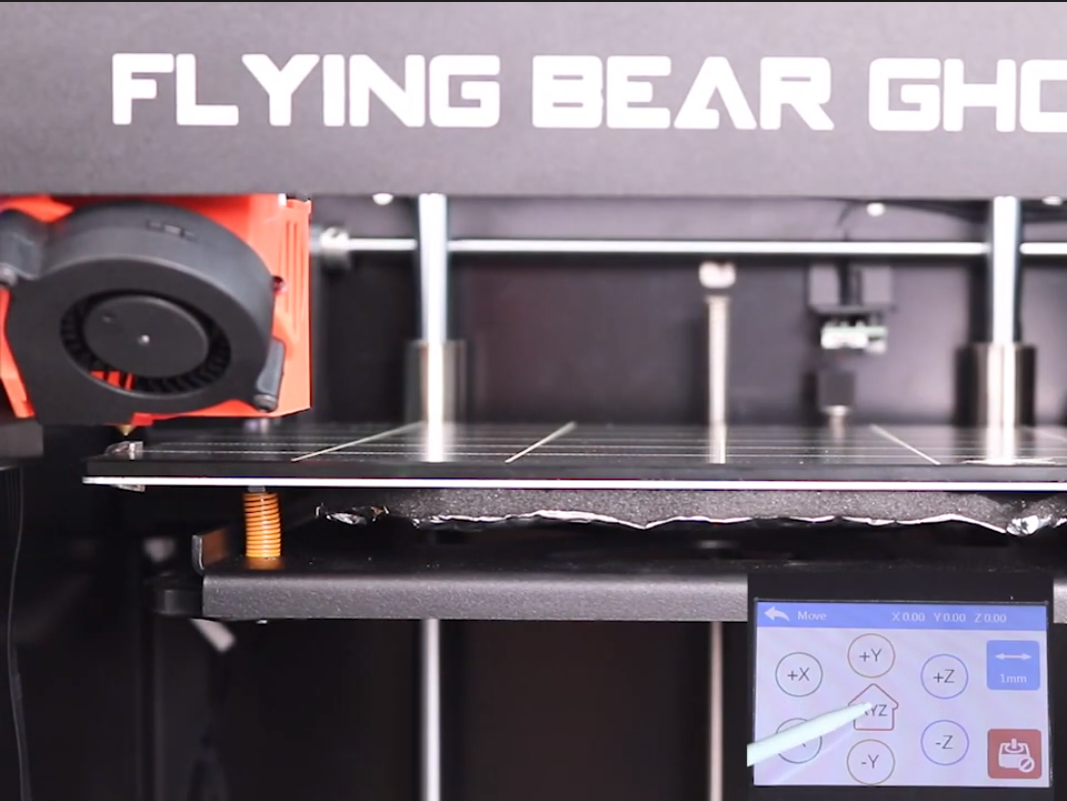
Данный процесс достаточно подробно показан на видео производителя: Ghost5 hot bed leveling Flying Bear 3D Printer
Сначала вам необходимо предварительно настроить высоту стола относительно сопла. Расстояние от сопла до стола должно быть примерно 2мм. Опустите стол немного вниз, вращайте упор стола по часовой стрелке для увеличения зазора и против часовой стрелки для уменьшения. После этого сделайте Homing.

Выберете в экранном меню принтера раздел Level corners и положите лист бумаги на стол принтера.

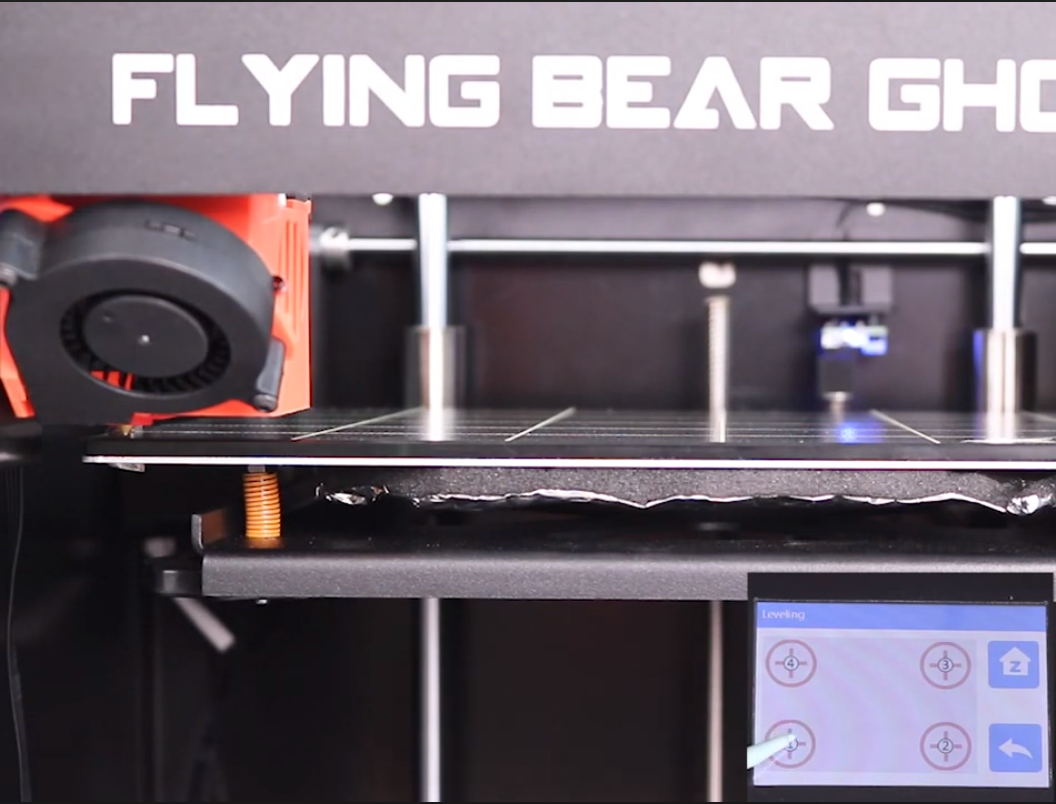
Печатающая голова принтера подъедет в первую точку на столе, она находится примерно над левым передним винтом регулировки высоты стола. Возьмите лист бумаги за край и плавно двигая им под соплом начните плавно вращать винт регулировки высоты стола. По часовой стрелке для уменьшения зазора и против часовой для увеличения. Необходимо добиться такой высоты стола, когда сопло принтера зажмет лист бумаги, до такой степени, что лист бумаги можно будет двигать с заметным усилием.

Данную процедуру нужно проделать со всеми четырьмя винтами регулировки высоты стола. После этого, обязательно сделайте Homing всех осей и проведите контрольную процедуру калибровки, повторно проверив все четыре точки. Процедуру калибровки необходимо повторять до тех пор, пока во всех 4 точках стола сопло не будет плотно прижимать лист бумаги и вам не потребуется дополнительно регулировать высоту стола. Между повторами обязательно делайте Homing всех осей.
Тонкая калибровка стола: Данный вариант требует определенных навыков и умения настраивать слайсер, но позволяет получить еще более качественный первый слой и улучшить адгезию.
Возьмите любую тестовую модель, например XYZ 20mm Calibration Cube. Загрузите модель в слайсер и в настройках установите такую ширину Brim (каймы), чтобы она покрывала максимальную площадь стола.
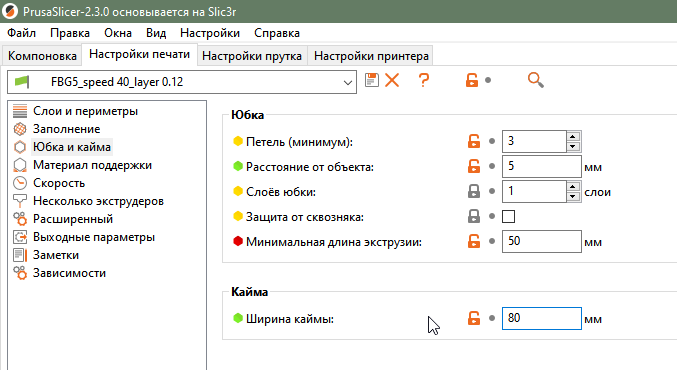
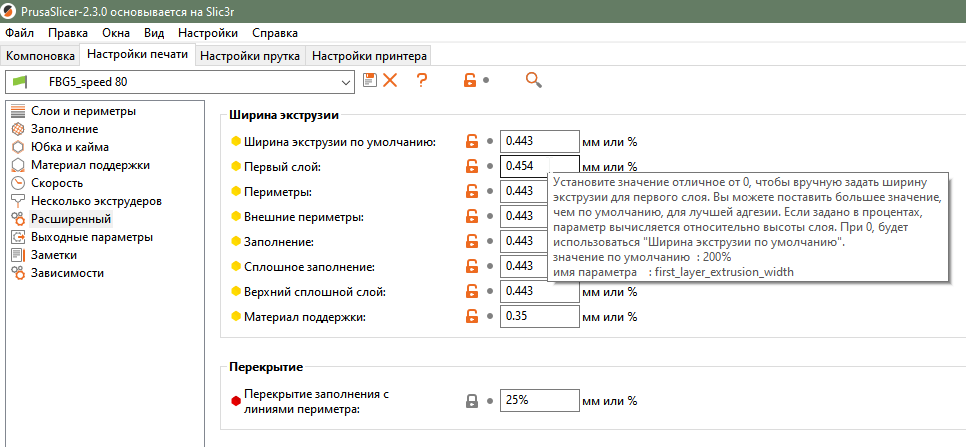
Установите низкую скорость печати первого слоя
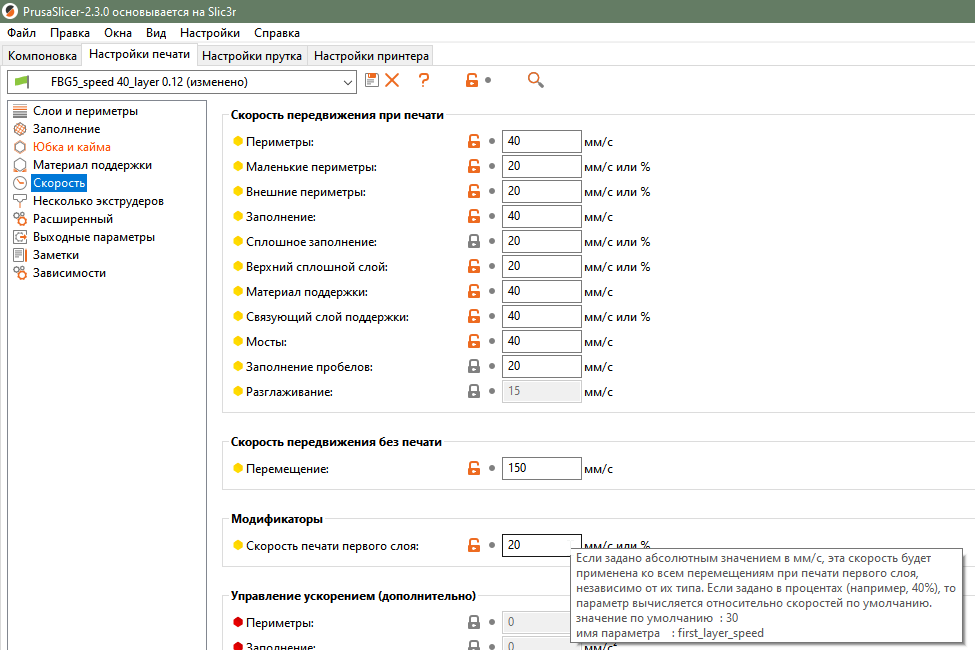
И подготовьте модель для печати
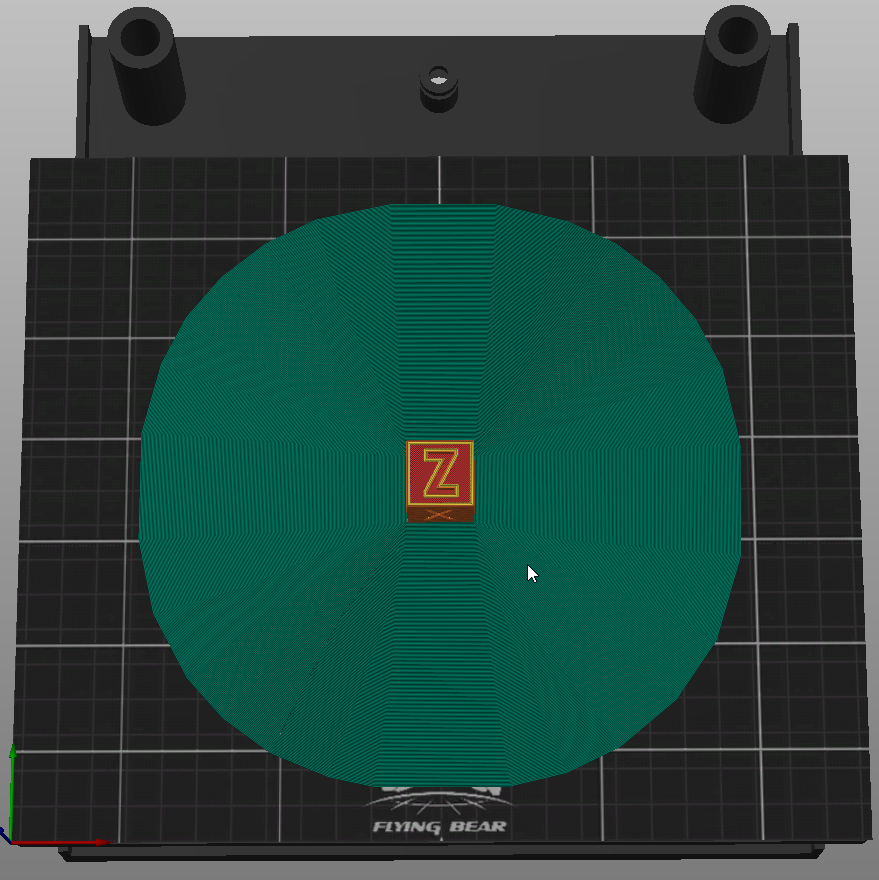
Отправьте модель на печать. Во время печати каймы вы можете тонко настроить уровень стола вращая винты регулировки. Необходимо добиться ровной укладки линий без щелей или бугров между ними.
Данную процедуру нужно проделать со всеми четырьмя винтами регулировки высоты стола. После этого, обязательно сделайте Homing всех осей и проведите контрольную процедуру калибровки, повторно проверив все четыре точки. Процедуру калибровки необходимо повторять до тех пор, пока во всех 4 точках стола сопло не будет плотно прижимать лист бумаги и вам не потребуется дополнительно регулировать высоту стола. Между повторами обязательно делайте Homing всех осей.
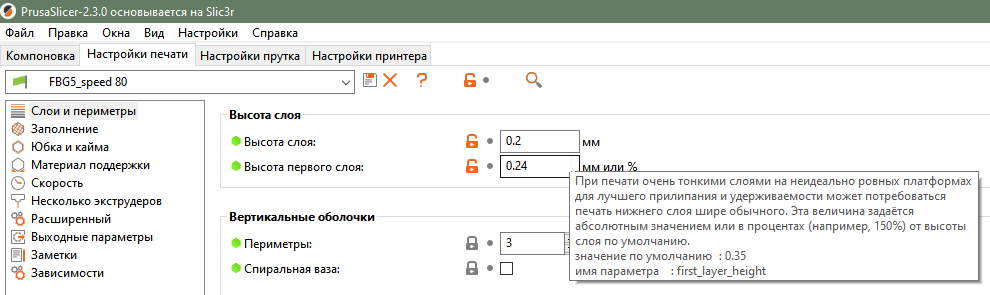
Также можно увеличить ширину линии на первом слое.